



The shortarc technique is used for thin materials, for first pass welding of large thicknesses and in positional welding. Welds of this type are performed with lower voltage and current than the prior spray arc. The transfer of metal in the melting bath takes place with small drops which short-circuit the arc.
In spray arc welding, the metal transfer takes place via a spray of very small droplets, which does not shortcircuit the arc. This technique is more productive and more suitable for welding in plan materials having a thickness of 3mm or more.
In the pulsed arc welding, the metal transfer is controlled by voltage pulses superimposed on a DC voltage. This creates a sprayarc artificial with a drop of metal per pulse in the normal environment shortarc. The average current is considerably lower compared to the condition spray arc normal and this constitutes a clear advantage in the welding of many types of stainless steel. The pulsed arc can be used in all positions and allows to control the heat input.
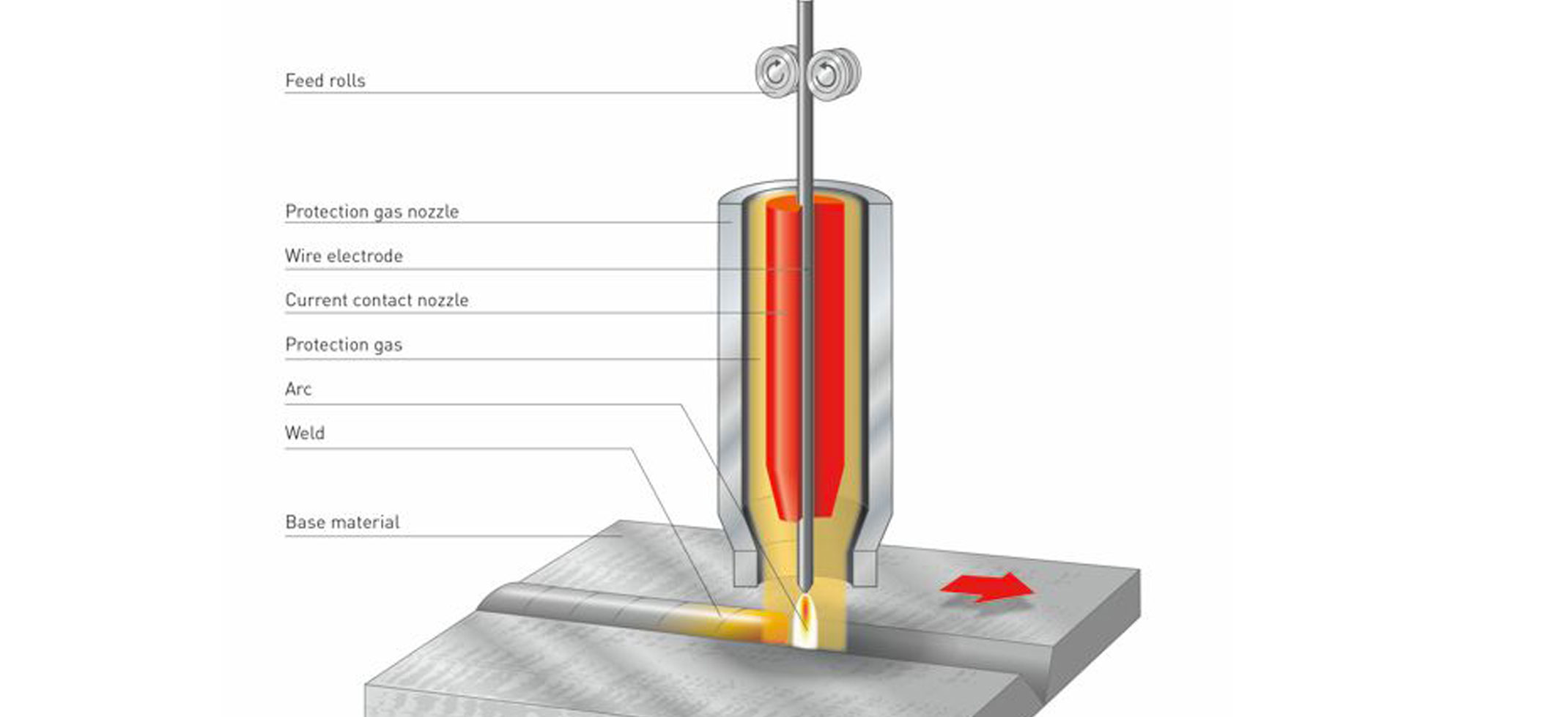
The welding is performed in an atmosphere of protective gas. In addition to the primary function of protecting the arc and the weld pool, the shielding gas performs other important functions, such as the formation of the arcplasma arc on the contact stabilization surface of the material and the smooth transfer of molten droplets from the wire to the melting bath. Therefore, the shielding gas has a substantial effect on the arc stability, on the metal transfer and the behavior of the melting bath, and in particular on the penetration.
More information: http://www.heatexchanging.com